
The color black holds a special fascination, representing elegance, strength, and timelessness as an indispensable element in design and fashion. However, what appears flawless on a screen becomes a technical challenge in digital textile printing. Reproducing a rich, deep black that meets high expectations for quality and durability is the ultimate discipline in this field. This complexity arises from the interaction of color perception, material properties, and the physical characteristics of the printing processes.


Theoretical foundations: The physics and psychology of the color black
The complexity of black printing does not begin with the printer itself, but with the fundamental definition of the color. From a physical perspective, black is not a color, but the absence of light. A black object absorbs nearly all visible light frequencies instead of reflecting them. This stands in direct contrast to the additive color mixing of light sources in the RGB color model, where the absence of light results in black (R=0, G=0, B=0), while the maximum combination of all primary colors produces white (R=255, G=255, B=255)
The Transition from RGB to CMYK
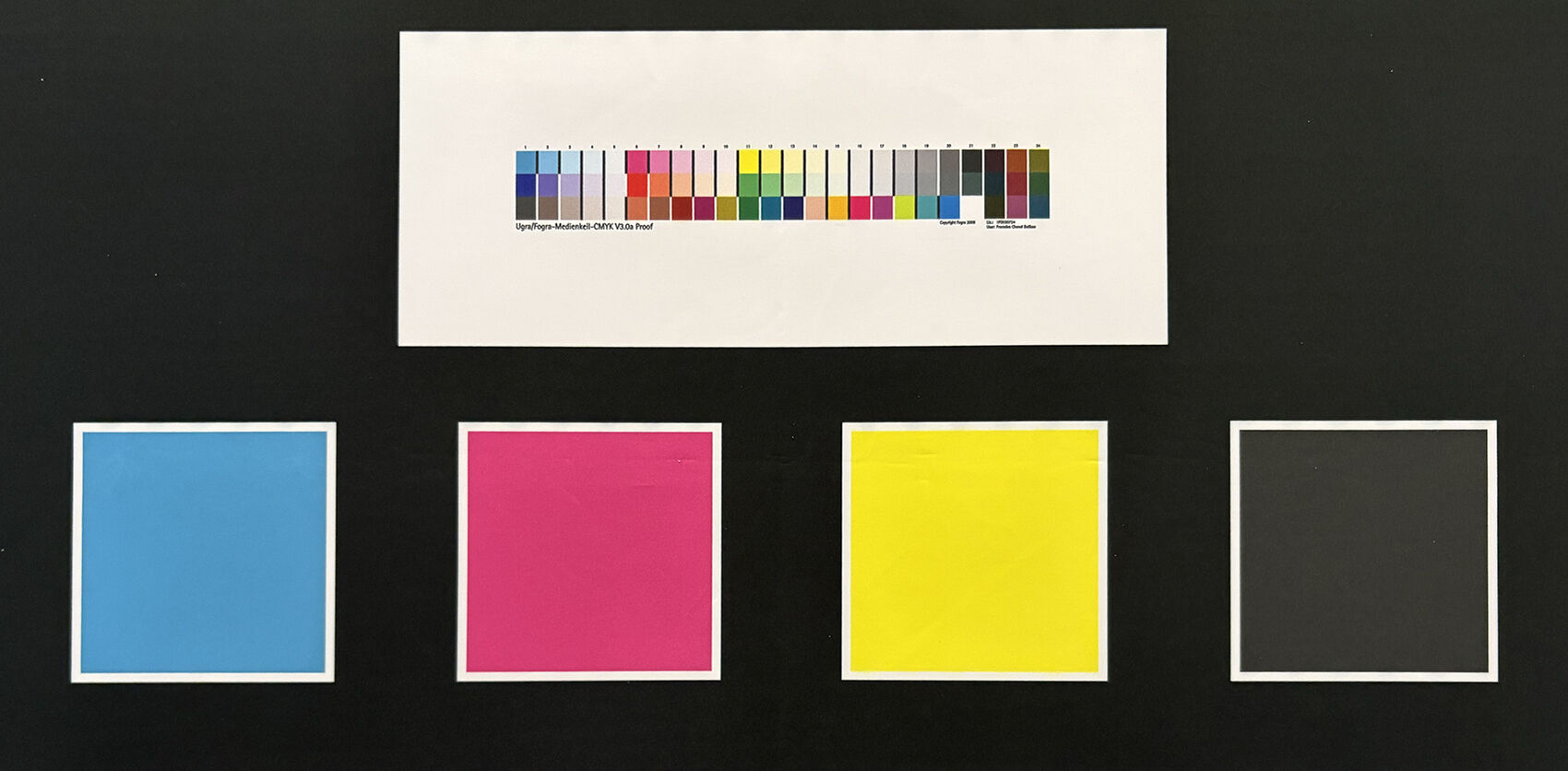
In the printing process, the color space shifts from active light emission (RGB) to passive light absorption (CMYK). CMYK, the subtractive color model, uses the three chromatic process colors cyan, magenta, and yellow. In theory, a deep black could be achieved by mixing these three colors (C=100%, M=100%, Y=100%). In practice, however, this combination produces only an unsatisfactory muddy dark brown-gray. For this reason, the additional black channel (K for Keycolor) is essential to achieve true color depth and contrast.
Pure Black vs. Rich Black: A technical necessity
In prepress, a distinction is made between two types of black, each optimized for different applications:
- Pure Black (100% K): This consists solely of 100% black ink (C=0, M=0, Y=0, K=100%). It is ideal for fine elements such as thin lines or small text (recommended from 8 pt upwards), as it avoids registration inaccuracies that can occur in multi-color printing.
- Rich Black (Saturated Black): In this case, the black ink is enhanced with proportions of the CMY colors. This results in a stronger, deeper, and more opaque black, making it particularly suitable for large areas and backgrounds.
Depending on the desired effect, the color proportions can be adjusted to create cool blacks (more cyan) or warm blacks (more magenta and yellow). Common mixing ratios vary, but proven values include, for example: C=60, M=40, Y=20, K=100 for a neutral rich black or C=0, M=60, Y=30, K=100 for a warmer tone.
What is a Registration Misalignment?
A registration misalignment refers to the inaccurate alignment of the individual printing colors in the CMYK process (Cyan, Magenta, Yellow, Black) during multi-color printing. In other words, the colors are not printed perfectly on top of each other, but are slightly offset, which can result in a blurry print image and fuzzy contours.
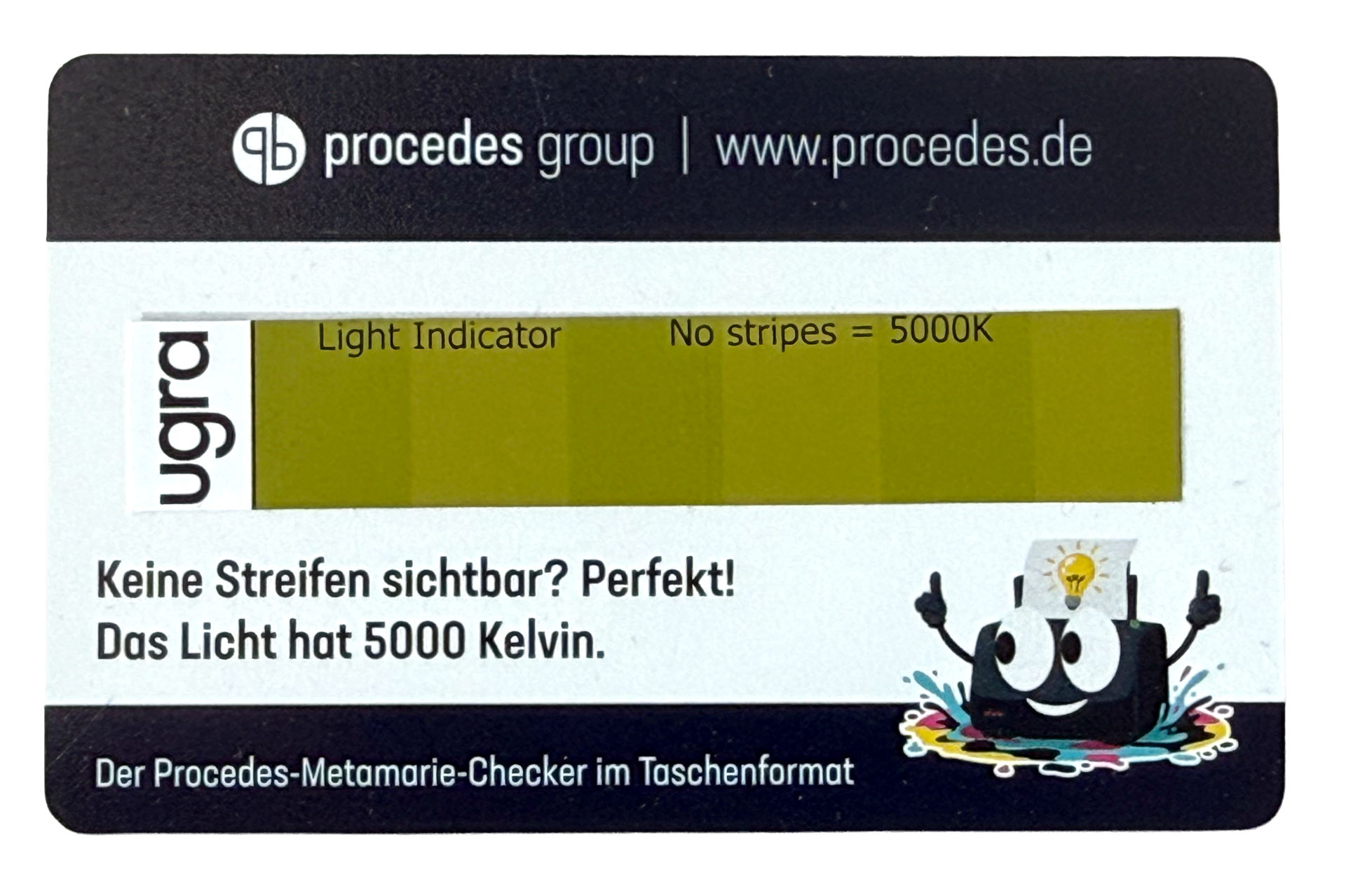
Everything in the green?
With a metamerism checker, you can instantly verify whether the lighting conditions are suitable for accurate color evaluation. This compact card-sized tool uses the metamerism effect: when the vertical stripes become invisible to your eye, the light has reached exactly 5000 Kelvin - the ideal condition for evaluating prints “objectively.” Ambient lighting with a neutral color temperature of 5000 Kelvin - neither too yellow nor too blue - represents the exact standard conditions we use in our production facility for print assessment.
An often overlooked phenomenon that is of crucial importance in black printing is metamerism. Metamerism describes the effect in which two colors that appear identical under one light source look different under another. Since rich black is created from a mixture of four colors, the individual pigments reflect light differently depending on the spectral composition of the light source. A cool, cyan-heavy black may take on a different hue under warm office lighting than it does in daylight.This issue has direct consequences for the customer, who may expect, for example, that a printed black textile matches another black object (such as a piece of furniture) seamlessly in color. Proper print preparation and the deliberate choice of a rich black formulation are therefore essential to avoid visual disappointment and to ensure that the print result is presented optimally under the intended lighting conditions.
Dye Sublimation Printing Process: Rich Black as Color Vapor
In the dye sublimation printing process, the design is first printed in reverse onto a special transfer paper. The paper and the polyester fabric are then brought together in a calender under pressure and high heat (approx. 200°C / 392°F).
This is where the actual “sublimation” takes place: the heat-sensitive dyes change their state directly from solid to gaseous without becoming liquid first. In this gaseous state, the dye pigments penetrate deep into the polyester fibers, which have been opened by the heat.
As the material cools, the fibers close again, permanently trapping the color inside. Since the color does not sit as a layer on the fabric but is molecularly embedded within the material, the textile retains its original feel completely. The prints are extremely vibrant and highly wash-resistant.
However, the dye sublimation printing process has one limitation: it works exclusively with polyester textiles.
Challenges of achieving deep black in dye sublimation printing
- The Browning Effect: A common issue in dye sublimation printing is the transformation of black into an undesirable brown or greenish tint. This occurs when the temperature is too high or the pressing time is too long, effectively causing the ink to “burn.” However, insufficient heat or too short a pressing time can also lead to incomplete sublimation, making the black appear flat or faded. Reproducing a rich, deep black is therefore a delicate balancing act between too much and too little energy.
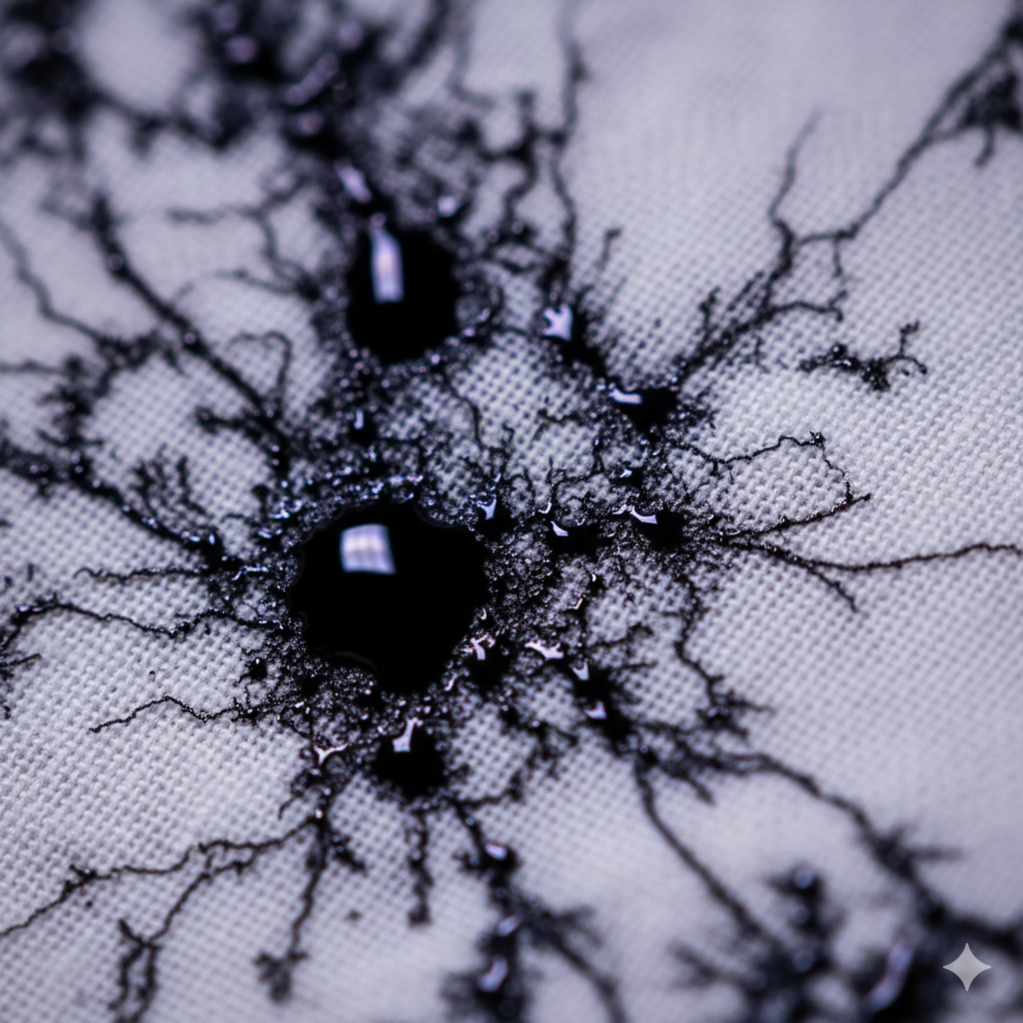
- Ghosting and Bleeding: If the pressure is too low or the transfer paper shifts during the pressing process, ghosting or blurring can occur. Large black areas are particularly susceptible, as even the slightest movement becomes visible. Bleeding occurs when the ink saturation is too high, causing the ink to spread beyond the design edges and penetrate further into the fibers.
UV Direct Printing Process: Rich Black with pigment ink
In contrast to dye sublimation printing, UV printing uses pigmented acrylic inks that are sprayed directly onto the textile surface. Immediately after application, the ink is cured within fractions of a second by UV light emitted from lamps integrated into the printing system. This transforms the ink into a solid, dry layer that sits on top of the material, giving the process a very high production speed. Unlike dye sublimation printing, this method also works on textiles that are not made of polyester and may even be non-porous.
The pigment-based nature of the inks is a major advantage of the UV process, especially for black printing. For particularly demanding applications - especially backlit lightbox elements - a special technique has been developed: double strike printing. To prevent colors from fading and black from turning gray under backlighting, a double layer of ink is printed. This increases both the opacity and the color saturation of the image once illuminated.
Challenges of Achieving Deep Black in UV Printing
- White Cracking Issue: The solid ink layer formed on the textile surface is not as flexible as the underlying fiber. When the material is heavily bent or folded, this ink layer can crack, causing the white color of the textile underneath to become visible - an effect known as “white cracking.” To prevent this, printed materials should be shipped rolled rather than folded.
- Texture and Odor: Unlike the invisible finish of dye sublimation printing, cured UV ink leaves a noticeable, slightly raised layer on the textile surface. Although the inks are solvent-free, they may continue to “off-gas” after printing and produce a noticeable odor, which is why airing out the printed material is recommended.
Rich Black in practice: Design and print preparation
The quality of black printing does not begin at the printer, but with the correct creation of the print file. Choosing the right color values and taking material properties into account are crucial factors.
For the reproduction of black, the CMYK mixing ratios are of central importance:
| Application | Recommendation | CMYK Mixing Ratio |
| Large areas, Backgrounds | Rich Black (Saturated Black) | C=60, M=40, Y=20, K=100 C=60, M=50, Y=50, K=100 C=70, M=70, Y=70, K=100 |
| Warm Tones | Warm Rich Black | C=0, M=60, Y=30, K=100 |
| Cold Tones | Cold Rich Black | C=30, M=0, Y=0, K=100 |
| Fine Lines, Text (<8 pt) | Pure Black | C=0, M=0, Y=0, K=100 |
| Maximum Ink Coverage | Beware of Excessive Ink Coverage | max 260-300% cumulated |
Summary and Outlook: The Future of Black
Black printing on textiles is a demanding discipline. The choice between dye sublimation and UV printing is a strategic decision that depends on the specific requirements of the final product. Dye sublimation excels on polyester textiles. UV printing, on the other hand, stands out for its material versatility and high opacity, enabling printing on non-porous materials as well as applications for outdoor use.
For designers, a solid understanding of color theory, the differences between pure black and rich black, and the importance of proper print preparation is essential. For print service providers, the key lies in color management and precise process control in order to master the technical challenges of each printing method.
Looking ahead, the focus will increasingly shift toward the sustainability of inks. The development of black pigments derived from waste materials such as industrial carbon or algae could further improve the environmental footprint of black printing and set new standards within the industry. Black printing is therefore not only an indicator of technical expertise, but also a reflection of the continuous pursuit of innovation and quality in textile production.
![[Translate to English:] Round textile sculptures in white hang from the ceiling.](/fileadmin/_processed_/f/7/csm_cta-procedes_b2c2ad64de.jpg)


